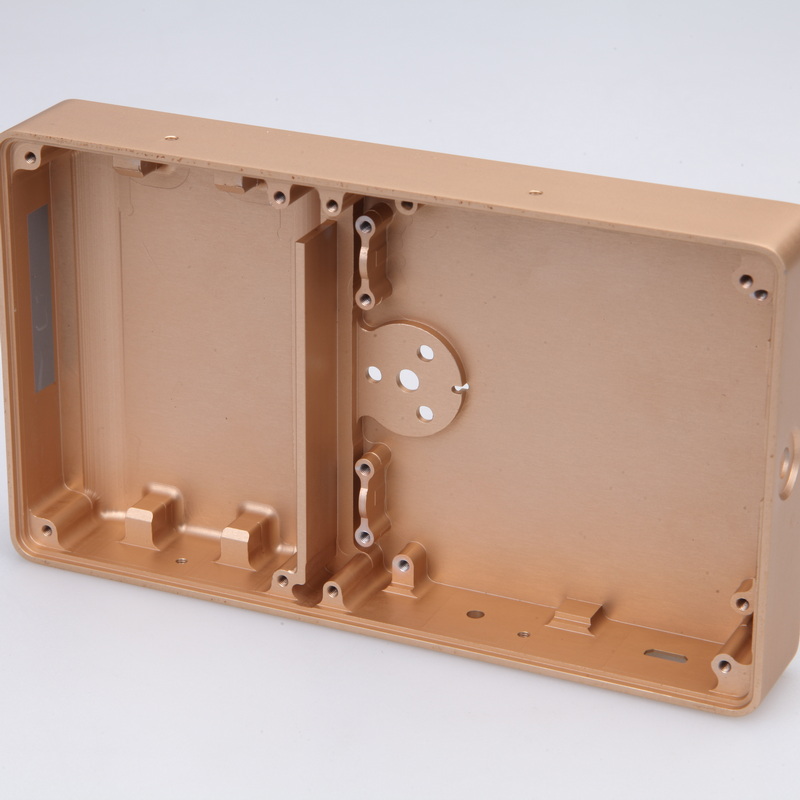
外殼和箱體需要加工的表面很多��,如醫(yī)療箱、齒輪傳動箱等��。在這些加工表面中��,平面加工精度比孔加工精度更容易保證���。因此�,主軸孔(主孔)的加工精度和箱體中孔系的加工精度成為該工藝的關(guān)鍵問題�����。例如我們做過一款音響鋁合金機箱��。它的優(yōu)點是:散熱好�,cnc加工貼合度高,質(zhì)感四星�,方便打理,如能做表面陽極則質(zhì)感可達(dá)到五星���。缺點:加工條件高���,成本較大,很難做出個性的造型。木質(zhì)機箱散熱較差����,高端木材價格較高。下面是斜齒輪箱加工案例:
因此�,在工藝路線的安排上萬富鑫會注意幾點:
(1)從面到孔的加工順序
先加工平面���,不僅可以去除表面的粗糙表面和夾砂�,而且可以方便地劃線和對齊平面上分布的孔���。此外�����,當(dāng)鏜刀開始鏜孔時�,不會因端面不平而產(chǎn)生沖擊振動和損壞刀具����。因此,通常最好先加工平面���。
(2)粗加工和精加工階段應(yīng)分開
箱體結(jié)構(gòu)復(fù)雜,主表面精度要求高����。粗加工過程中產(chǎn)生的切削力、夾緊力和切削熱對加工精度有很大影響����。如果立即進(jìn)行粗加工,粗加工后各種原因引起的工件變形內(nèi)應(yīng)力沒有完全釋放���,精加工時無法消除��,這將導(dǎo)致箱體卸載后變形����,影響箱體的最終精度���。我認(rèn)為在粗加工過程中最好多次松開夾具�����,以便盡快釋放內(nèi)應(yīng)力�����,從而在更大程度上保證箱體的加工質(zhì)量���。
?���。?/span>3)關(guān)于流程集中或分散的決策
箱體粗加工和精加工階段的分離符合工藝分散原則�����。然而�,為了減少中小型批量生產(chǎn)中使用的機床和夾具數(shù)量,減少箱體的搬運和安裝時間��,粗加工和精加工階段可以相對集中��,并盡可能放置在同一機床上��。
?���。?/span>4)安排合適的熱處理工藝
鑄造箱體結(jié)構(gòu)復(fù)雜,壁厚不均��,鑄造時冷卻速度不一致����,易產(chǎn)生內(nèi)應(yīng)力�����,表面堅硬。因此�����,鑄造后應(yīng)合理安排噴砂和調(diào)質(zhì)人員����。